
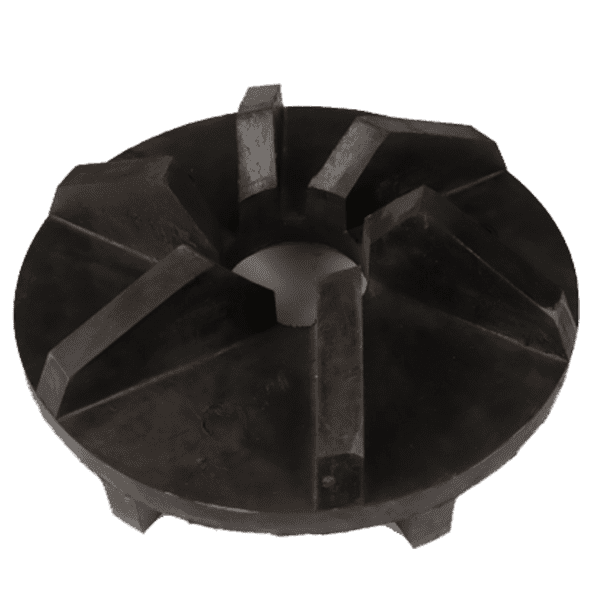
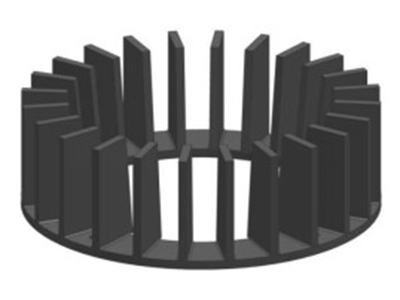
Pryžový Stator A Rotor Flotačního Stroje

Stator a rotor, používané hlavně ve flotačním stroji řady XJK, série XJQ, série SF, série BF, série KYF, série XCF, série JJF, série BS-K.
Stator a rotor, používané hlavně ve flotačním stroji řady XJK, série XJQ, série SF, série BF, série KYF, série XCF, série JJF, série BS-K.

Rotor a stator flotačního stroje se skládají převážně z kovových vložek skeletu a pryže odolné proti opotřebení. Kovové skeletové vložky jsou vyrobeny z pokročilého řezání plamenem a následně přesně svařeny podle přísných procesních norem. Pevnost a vyváženost vložek skeletu jsou zaručeny detekcí vyvážení pomocí dynamického vyvažovače. Pryžový rotor a stator povrchu flotačního stroje byly slepeny pryží odolnou proti opotřebení a následně vulkanizovány při vysoké teplotě.

Naše společnost má 3600 tun super velkého plochého vulkanizátoru a je schopna vyrobit rotor a stator flotačního stroje od průměru 200 do 2400 mm. Pokud je poptávka speciální, můžeme ji upravit podle požadavků zákazníka.
Vlastnosti pryžového materiálu
| Položka | Jednotka | Index |
| Pevnost v tahu ≥ | 17 | |
| Koeficient kyselosti (zásady) 20%H₂SO₄(20%NaOH)18℃x24h | 0,8 | |
| Prodloužení při přetržení ≥ | % | 450 |
| Tvrdost | Tvrdost Shore A | 55±5 |
| Koeficient stárnutí horkým vzduchem≥90℃x24h | 0,75 | |
| Ztráta otěrem | cm³/1,61 km | 0,7 |
| Kovy a přilnavost vrstev≥ | MPa | 2.5 |
| Trhací trvalá deformace≤ | % | 30 |
| Koeficient oleje 20# olej 100℃x24h | % | ±10~5 |
Vlastnosti
1. Odolnost proti oděru
2. Odolnost proti roztržení
3. Odolnost proti nárazu
4. Chemická stabilita
5. Dlouhá životnost

Řešení opotřebení
1. Detekce vzorů opotřebení a rychlosti v kritické oblasti a posílení charakteristiky prostřednictvím pracovního procesu.
2. Použitím více pryžového nebo polyuretanového materiálu na místo, kde je to nejvíce potřeba v celé části. A to prodlouží život pro práci.
3. Poskytování odborné kontroly a údržby při používání našimi zákazníky. A získání pravidelné aktualizační zprávy v provozním procesu, která dodá a zvýší dostupnost elektrárny.

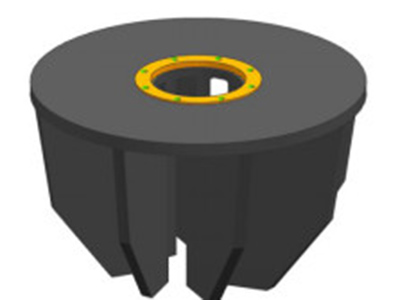
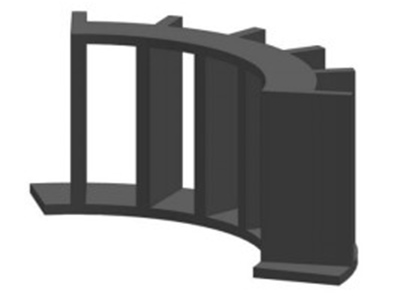

Ocelová kostra
1. Surovina používá nástavce z nerezové oceli 3CR12, v případě rzi a šroub v zámku.
2. Proces svařování odpovídá na normy ISO zkušenými pracovníky a udržuje rovnováhu a přesnost při drážkování.
3. Přizpůsobení práce závisí na požadavku klienta nebo najděte řešení od našeho technologického týmu.









